主頁 > 新聞中心 > 行業(yè)動態(tài) > 解析合理的焊縫工藝措施
解析合理的焊縫工藝措施
2021-07-29 09:35 陜西鋼結(jié)構(gòu) 鋼結(jié)構(gòu)公司
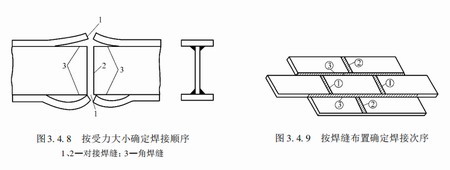
1、采用合理的焊接順序和方向。盡量使焊縫能自由收縮,先焊工作時受力較大的焊縫或收縮量較大的焊縫。如圖3.4.8所示在工地焊接工字梁的接頭時,需要留出一段翼緣角焊縫3最后焊接,先焊受力最大的翼緣對接焊縫1,再焊腹板對接縫2。又如圖3.4.9所示的拼接板的施焊順序:先焊短焊縫1、2,最后焊長焊縫3,可使各長條板自由收縮后再連成整體。上述措施均可有效地降低焊接應(yīng)力。
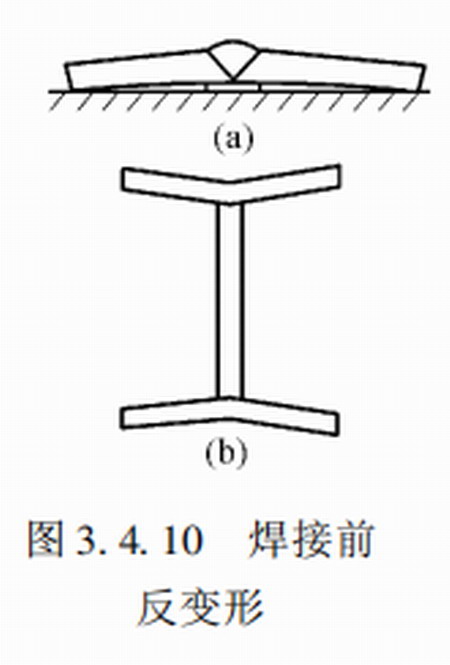
2、采用反變形法減小焊接變形或焊接應(yīng)力。事先估計好結(jié)構(gòu)變形的大小和方向,然后在裝配時給予一個相反方向的變形與焊接變形相抵消,使焊后的構(gòu)件保持設(shè)計的要求,例如下圖3.4.10所示為焊前反變形的設(shè)置。
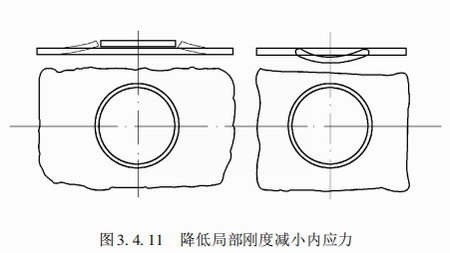
在焊接封閉焊縫或其他剛性較大,自由度較小的焊縫時,可以采用反變形法來增加焊縫的自由度,減小焊接應(yīng)力,如下圖3.4.11所示。
3、錘擊或輾壓焊縫,使焊縫得到延伸,從而降低焊接應(yīng)力。錘擊或輾壓焊縫均應(yīng)在剛焊完時進(jìn)行。錘擊需要保持均勻、適度,避免錘擊過分產(chǎn)生裂紋。
4、對于小尺寸焊件,焊前預(yù)熱或焊后回火加熱至600℃左右,然后緩慢冷卻,可以消除焊接應(yīng)力和焊接變形。也可采用剛性固定法將構(gòu)件加以固定來限制焊接變形,但卻增加了焊接殘余應(yīng)力。
陜西鋼結(jié)構(gòu)熱線:029-86252006
鋼結(jié)構(gòu)公司網(wǎng)址:www.hgmagnet.com.cn
聯(lián)系地址:陜西省西安市北關(guān)正街35號方興大廈8樓
相關(guān)產(chǎn)品推薦









構(gòu)logo")
構(gòu)公眾平臺")

