鋼結構部分熔透坡口焊縫的規程
2021-05-20 09:43 陜西鋼結構 鋼結構公司
1、部分熔透坡口焊縫的定義為僅從一面施焊而背部無襯墊的坡口焊縫,以及從二面施焊但背面不清根的坡口焊縫。
2、部分熔透坡口焊縫的有效焊厚尺寸規定如下:
(1)、當采用V型或X型坡口且坡口角度小于60度時,焊縫的有效焊厚尺寸等于坡口深度尺寸減去3毫米。
(2)、當采用V型或X型坡口且坡口角度不小于60度時,或采用J、U型坡口時,焊縫的有效焊厚尺寸等于坡口的深度。
3、采用部分焊透焊縫時,設計施工圖紙上必須明確標示部分焊透焊縫的有效焊厚。
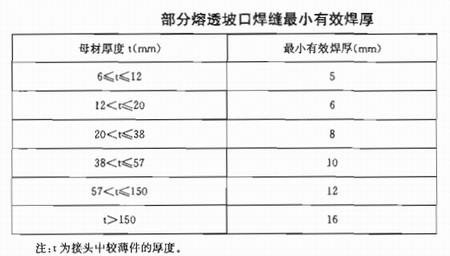
4、接頭部分熔透坡口焊縫的最小有效焊厚需要滿足下表的有關規定要求。
5、部分熔透坡口焊縫與貼角焊縫的組合,其有效焊縫厚度為接頭根部至焊縫表面的最短距離減去3毫米。組合焊縫中增強貼角焊縫的焊腳尺寸為t/4(t為較薄板厚),但最大不超過10毫米。
6、部分熔透坡口焊縫連接的部件必須盡可能密貼,兩部件根部間隙最大值不能超過3毫米,否則在施焊前需要進行局部修整。
7、當T型接頭中貼角焊縫的焊腳尺寸≧15毫米時時,為降低焊接變形和減少焊縫金屬填量,可以采用部分熔透坡口焊縫代替貼角焊縫。替代要求為熔透坡口組合焊縫的有效焊縫厚度不低于對應的貼角焊縫的有效焊厚。
陜西鋼結構熱線:029-86252006
鋼結構公司網址:www.hgmagnet.com.cn
聯系地址:陜西省西安市北關正街35號方興大廈8樓